Corps de pompe à boue fissuré : réparer ou remplacer ?
Publié le 15 juillet 2026 · Coolair Group Engineering · 12 min de lecture
Une fissure sur le corps d’une pompe à boue n’est pas seulement un défaut à colmater. Elle peut révéler une surcharge de tuyauterie, un désalignement, une cavitation, un choc hydraulique, une usure localisée ou une déformation du bâti. Réparer sans identifier la cause expose la mine à une récidive dès la remise en service. Remplacer systématiquement le carter peut toutefois prolonger inutilement l’arrêt et mobiliser un stock critique.
La décision repose sur la faisabilité métallurgique, l’intégrité géométrique, la durée d’arrêt, le coût total et la conséquence d’une nouvelle fuite. La méthode s’applique au corps de pompe comme à certaines garnitures de volute métalliques, mais les critères doivent être adaptés au matériau et au service. Les valeurs d’acceptation ne sont jamais universelles : elles relèvent de l’exploitant, du fabricant ou d’un ingénieur qualifié.

Comprendre ce que la fissure met en jeu
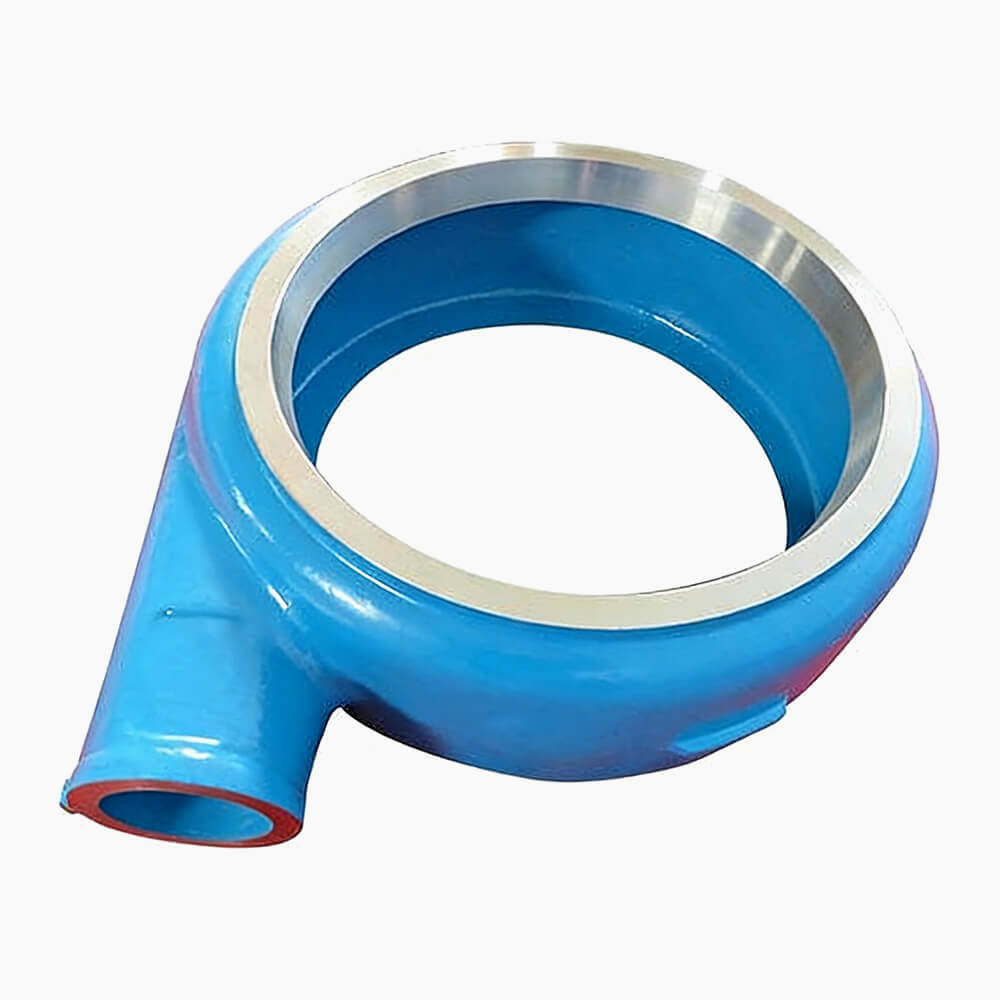
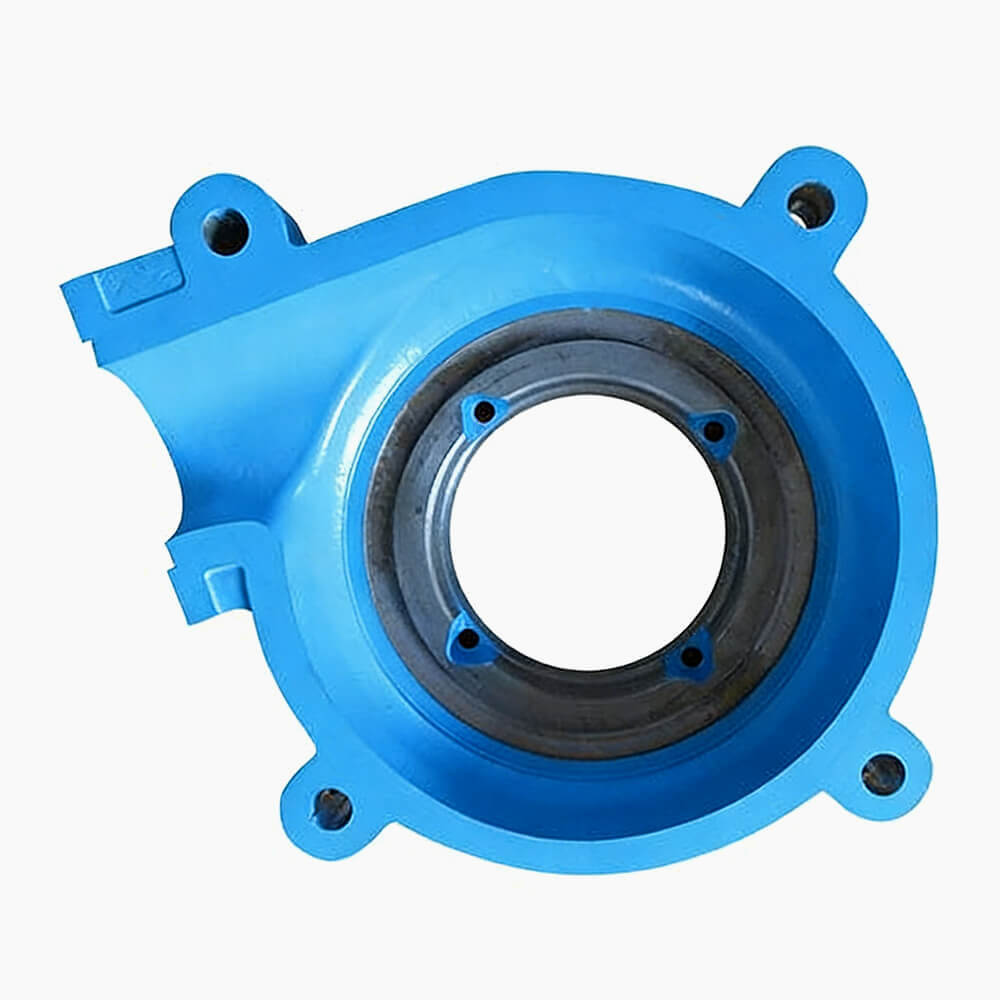
Le corps confine le fluide, reprend les efforts des brides et maintient la géométrie hydraulique autour de la roue et de la garniture de volute. Une fissure traversante menace le personnel et le rendement. Même non traversante, elle peut progresser sous les cycles de pression et de vibration. Sa position compte autant que sa longueur apparente.
Une indication proche d’une bride, d’un logement de roulement, d’une portée d’emboîtement ou d’un plan de joint est plus critique qu’un défaut superficiel dans une nervure secondaire. Plusieurs fissures ramifiées, une déformation permanente ou une perte d’épaisseur étendue orientent vers le remplacement. Un défaut isolé, accessible et situé dans une zone réparable peut justifier une remise en état contrôlée.
Effectuer le triage avant tout meulage
La pompe doit être arrêtée, isolée, vidangée, dépressurisée et nettoyée selon la procédure de consignation du site. Il faut photographier le défaut avec une échelle, marquer ses extrémités visibles et relever sa position par rapport aux références du carter avant de préparer la surface. Un meulage prématuré efface des indices utiles sur l’origine et la propagation.
L’équipe rassemble l’historique : heures de service, nature de la boue, incidents de marche à sec, pression au refoulement, vibrations et changements récents de roue ou de tuyauterie. Elle contrôle aussi les boulons, les supports, les compensateurs, les conduites et le bâti. Une fissure revenue au bord d’une ancienne soudure signale probablement un problème plus large.
Caractériser le défaut par contrôles non destructifs
L’examen visuel détermine d’abord l’orientation, les ramifications, la corrosion et l’usure voisines. Le ressuage (PT) révèle les discontinuités débouchant sur les matériaux non poreux. La magnétoscopie (MT), réservée aux matériaux ferromagnétiques, détecte les fissures de surface ou proches de celle-ci. Produits, éclairage et temps de pénétration doivent suivre une procédure qualifiée.
Le contrôle ultrasonore (UT) aide à estimer la profondeur du défaut, rechercher une extension interne et cartographier l’épaisseur résiduelle. Sur une fonte à gros grains, une géométrie courbe ou une surface très érodée, l’interprétation peut être difficile ; un technicien compétent doit alors choisir la sonde, l’étalonnage et une méthode complémentaire. Aucun contrôle isolé ne suffit à déclarer le carter réparable.
Documenter une base de décision
Le rapport CND identifie la pompe, la nuance, la méthode, la zone inspectée, les réglages, les indications et les limites de l’examen. Une carte d’épaisseur évite de souder sur une paroi trop amincie. Si le matériau reste inconnu, une analyse positive de matière ou l’avis du fabricant réduit le risque d’appliquer une procédure incompatible.
Déterminer les limites d’une réparation soudée
La soudabilité dépend du matériau. Un acier moulé se répare généralement plus facilement qu’une fonte, tandis qu’une fonte blanche fortement alliée peut fissurer sous le cycle thermique. Les alliages anti-abrasion exigent une procédure spécifique : consommable compatible, préchauffage maîtrisé, séquence limitant les contraintes, contrôle de la température entre passes et refroidissement prescrit. Une soudure improvisée avec l’électrode disponible transforme souvent un arrêt court en remplacement urgent.
La préparation retire la fissure jusqu’au métal sain, avec vérification PT ou MT avant dépôt. Le réparateur définit le chanfrein, le bridage et l’ordre des passes pour limiter retrait et distorsion. Le martelage, le traitement thermique ou l’usinage après soudage ne sont appliqués que s’ils figurent dans la procédure. Pour certaines fontes, une réparation à froid, un agrafage métallique ou un remplacement peut être préférable.
La réparation est difficile à défendre si la fissure traverse une zone très sollicitée, rejoint plusieurs perçages, affecte une portée inaccessible à l’usinage, accompagne une usure généralisée ou récidive. Même constat sans procédure qualifiée, soudeur compétent ou moyen CND fiable pendant l’arrêt.
Contrôler l’alignement et les dimensions fonctionnelles
Le retrait thermique peut ovaliser les alésages, déplacer les brides, fermer un plan de joint ou modifier les jeux hydrauliques. Avant réparation, les dimensions de référence sont relevées si l’état de la pièce le permet ; après réparation, elles sont comparées au plan, aux tolérances du fabricant ou à une pièce témoin validée.
- Planéité et état des plans de joint, portées de joint et surfaces d’appui.
- Concentricité des alésages, position de la garniture de volute et jeu avec la roue.
- Orientation, entraxe, face et parallélisme des brides d’aspiration et de refoulement.
- Absence de basculement du corps, de contrainte de tuyauterie et de pied boiteux.
- Alignement de l’accouplement, faux-rond et liberté de rotation après remontage.
L’usinage doit être inclus dans le délai et le coût. S’il enlève trop de matière ou nécessite un équipement indisponible, le remplacement devient plus sûr. Après raccordement, l’alignement doit être revérifié : une tuyauterie forcée à la bride peut recréer les contraintes responsables de la fissure.
Comparer le coût total et le risque
Comparer seulement la soudure au carter neuf fausse la décision. Le coût de réparation comprend démontage, nettoyage, CND, ingénierie, préparation, soudage, usinage, joints, remontage, essais et arrêt. Il faut y ajouter la probabilité d’échec multipliée par sa conséquence : nouvel arrêt, perte de disponibilité, pollution, exposition du personnel et dommages voisins.
Le coût de remplacement inclut la pièce, le transport, les formalités d’importation, le stockage temporaire, l’adaptation éventuelle, les consommables et l’installation. En contrepartie, une pièce conforme remet à zéro le risque lié à l’ancienne fissure, sans supprimer celui associé à un mauvais montage ou à des efforts de tuyauterie. La valeur résiduelle d’une réparation doit être estimée avec prudence, surtout lorsque le carter approche déjà sa limite d’usure.
| Facteur | Réparation plutôt défendable | Remplacement plutôt défendable |
|---|---|---|
| Défaut | Isolé, accessible, entièrement caractérisé | Ramifié, récurrent ou dans une zone fortement sollicitée |
| Épaisseur | Marge locale acceptable selon le site | Amincissement étendu ou marge non démontrée |
| Géométrie | Contrôlable et restaurable par usinage | Déformation hors capacité de correction |
| Ressources | Procédure, soudeur, CND et atelier disponibles | Compétences ou traçabilité insuffisantes |
| Conséquence d’échec | Pompe redondante, fuite confinée, reprise rapide | Équipement unique, enjeu de sécurité ou arrêt majeur |
| Délai | Pièce neuve tardive et réparation maîtrisée | Rechange compatible immédiatement disponible |
Utiliser des critères propres au site
Une matrice peut attribuer des scores à l’intégrité, au délai, au coût et à la conséquence, mais ses seuils doivent être propres au site. Par exemple, une mine peut exiger le remplacement pour toute fissure touchant une bride principale, ou autoriser une réparation temporaire uniquement sur une pompe doublée. Ce sont des exemples de règles internes, pas des limites universelles. L’autorité d’approbation et la durée de service visée doivent être consignées avant travaux.
Intégrer les réalités des mines d’or ouest-africaines
Dans des exploitations aurifères du Mali, du Burkina Faso ou du Sénégal, le choix dépend souvent de la saison, de l’éloignement du site et du corridor logistique réellement disponible. Un carter expédié depuis l’étranger peut subir des délais de consolidation, de transit, de douane et d’acheminement routier. Pendant la saison des pluies, l’accès au site ou à un atelier régional peut aussi devenir moins prévisible. Ces contraintes justifient une planification robuste, mais pas une réparation techniquement indéfendable.
Une stratégie réaliste distingue donc la mesure de continuité et la solution permanente. Une réparation contrôlée peut remettre temporairement en service une pompe redondante pendant que le carter neuf est acheminé. Pour une pompe unique alimentant une étape critique, la conséquence d’une récidive peut au contraire rendre le remplacement prioritaire, même plus coûteux. La disponibilité locale de techniciens PT, MT ou UT, d’un atelier d’usinage et d’un soudeur qualifié doit être confirmée, non supposée.
Le stock régional mérite également une approche par criticité : corps compatibles, garnitures de volute, joints et boulonnerie doivent être associés à la configuration exacte de la pompe. Une pièce « compatible » dont les brides, les perçages ou les jeux diffèrent peut prolonger l’arrêt. Les mines peuvent réduire ce risque en conservant les plans dimensionnels, numéros de série, nuances, rapports d’usure et dossiers de réparations accessibles aux équipes de maintenance.
Valider la réparation avant remise en service
Après soudage et refroidissement complet, la zone est nettoyée puis contrôlée par PT ou MT selon le matériau. L’UT est répété lorsque la procédure l’exige, notamment pour confirmer l’élimination des indications internes et l’épaisseur disponible. Les dimensions fonctionnelles sont relevées, les filetages et portées inspectés, puis le corps est remonté avec des joints et couples de serrage conformes.
Un essai d’étanchéité ou de pression est réalisé selon une procédure approuvée, avec fluide, pression, durée, moyens de confinement et critères d’acceptation définis par le site ou le fabricant. Il ne faut pas improviser une pression d’épreuve. Après installation, l’équipe vérifie le sens de rotation, la rotation libre, l’alignement, les protections et l’amorçage avant démarrage.
Surveiller le retour en service
La montée en charge doit être progressive. Les premières observations portent sur les fuites, le bruit, les vibrations, la température des paliers, la pression d’aspiration et la pression au refoulement, ainsi que la puissance absorbée. Une inspection rapprochée est programmée après une période définie par le plan du site, puis intégrée au suivi normal. Le dossier final réunit rapports CND, procédure de soudage, qualification du soudeur, relevés dimensionnels, paramètres d’essai et restrictions éventuelles.
Conclusion
Réparer un corps de pompe fissuré est rationnel lorsque le défaut est limité, entièrement caractérisé, métallurgiquement réparable et géométriquement récupérable. Le remplacement s’impose lorsque l’usure est étendue, la fissuration critique ou récurrente, les moyens de contrôle insuffisants, ou la conséquence d’un nouvel échec disproportionnée. Dans les deux cas, corriger désalignement, contraintes de tuyauterie et anomalies hydrauliques évite de répéter le dommage.
La décision la plus économique n’est pas le devis initial le plus bas, mais celle qui minimise le coût total ajusté au risque. Triage documenté, CND adaptés, procédure qualifiée, contrôle dimensionnel et essais d’acceptation traçables transforment un choix d’urgence en décision d’ingénierie défendable.
Produits associés
Besoin de remplacer un corps ou une pièce d’usure ?
Envoyez le modèle de pompe, les dimensions, la nuance et les photos du défaut. Notre équipe vous répond avec une option compatible.
Demander un devis →