Ciclo de Substituição de Rolamentos em Bombas de Mineração: Dados de Experiência vs Especificações do Fabricante
Publicado em 16 de julho de 2026 · Por Engenharia Coolair Group · 12 min de leitura

Operações de mineração de ferro em Carajás e no Quadrilátero Ferrífero exigem estratégias de substituição de rolamentos adaptadas às condições locais
Em mais de 15 anos fornecendo peças de reposição para bombas de polpa para operações no Brasil, Chile, Peru e Colômbia, recebemos consistentemente a mesma pergunta de engenheiros de manutenção: "Por que os rolamentos da minha bomba falham em 10.000 horas se o fabricante garante 25.000?" Esta divergência entre especificação e realidade é uma das principais fontes de paradas não programadas em operações mineradoras.
Este guia técnico apresenta uma análise comparativa rigorosa entre os ciclos de substituição de rolamentos especificados pelos fabricantes (Warman, KSB GIW, Metso) e os dados de campo reais coletados em mais de 80 instalações mineradoras latino-americanas. Você entenderá por que a vida útil observada é tipicamente 30-50% inferior à nominal, quais variáveis ambientais e operacionais mais impactam a longevidade dos rolamentos, e como estabelecer um programa de substituição baseado em condição real que reduza paradas não planejadas em até 60%.
Conteúdo
- A Divergência Entre Especificação e Realidade
- Fatores que Determinam a Vida Útil Real
- Dados de Campo: Brasil, Chile e Peru
- Tabela Comparativa por Modelo de Bomba
- Monitoramento Baseado em Condição
- Estratégias para Estender a Vida Útil
- Overhaul Completo do Trem de Acionamento
- Contexto Regional: Minas Brasileiras e Sul-Americanas
- Perguntas Frequentes
A Divergência Entre Especificação e Realidade
Os fabricantes de bombas de polpa publicam ciclos de substituição de rolamentos baseados em cálculos de engenharia sob condições nominais: operação contínua a 25°C, carga radial uniforme, lubrificação adequada e ausência de contaminantes. A fórmula padrão L10 da ISO 281:2007 considera:
- Carga dinâmica equivalente (P): calculada para densidade de polpa específica
- Velocidade de rotação (n): a RPM nominal do projeto
- Fator de ajuste de vida (a1): probabilidade de falha de 90% (L10)
- Fator de material e condições (aISO): assume lubrificação ideal
O problema é que, em operação real, múltiplas variáveis desviam-se simultaneamente do baseline: temperatura ambiente 35-45°C no norte do Brasil, concentração de sólidos superior à nominal, picos de carga durante bloqueios parciais, contaminação residual por partículas submilimétricas, e partidas frequentes após paradas de processo. Cada um destes fatores degrada a vida útil calculada.
Segundo dados do Instituto Brasileiro de Mineração (IBRAM, 2024), 47% das falhas catastróficas de rolamentos em bombas de polpa ocorrem antes de 15.000 horas de operação, embora os catálogos dos fabricantes indiquem 20.000-30.000 horas para a maioria dos modelos AH. Esta divergência tem implicações financeiras diretas: cada falha prematura custa em média USD 28.000-65.000 apenas em downtime, antes do custo da peça e mão de obra.
Fatores que Determinam a Vida Útil Real
Sete fatores explicam a maior parte da divergência entre a especificação e a vida útil observada em campo:
1. Carga de impacto durante bloqueios parciais
Bloqueios parciais no duto de descarga, comuns em circuitos de moagem, geram picos de carga que podem atingir 3-4 vezes a nominal durante 50-200 ms. A fórmula L10 assume carga constante — um único evento de impacto por turno reduz a vida útil em 8-12%.
2. Temperatura elevada
Para cada 10°C acima da temperatura de projeto do rolamento, a vida útil do lubrificante e do próprio aço é reduzida em aproximadamente 50%. Em Carajás e no norte de Minas Gerais, temperaturas ambientes de 38-44°C combinadas com autoaquecimento do equipamento elevam a temperatura do alojamento para 70-85°C — próximo do limite de graxas de lítio padrão.
3. Contaminação por partículas
Mesmo com selos eficientes, partículas submilimétricas de quartzo e hematita penetram no alojamento. O índice de limpeza ISO 4406 em amostragens típicas de campo mostra classes 18/16/13 — duas classes acima do "target" limpo. Esta contaminação acelera o desgaste por abrasão na pista interna.
4. Lubrificação inadequada
Seja por excesso (causa superaquecimento e mistura com contaminantes) ou por défice (causa contato metal-metal), a lubrificação inadequada é responsável por 35-50% das falhas prematuras. O intervalo ótimo de relubrificação é frequentemente subestimado pelos procedimentos padrão.
5. Vibração transmitida por desbalanceamento
Um impulsor desbalanceado em 5% gera forças vibratórias que aceleram fadiga do rolamento. Após cada reparo do impulsor (soldagem, troca de pá), o rebalanceamento é frequentemente negligenciado.
6. Arranques e paragens frequentes
Cada ciclo de partida submete o rolamento a uma carga de impacto enquanto a película de graxa ainda não se formou. Operações com mais de 4 partidas por dia apresentam redução de 25-35% na vida útil.
7. Montagem inadequada
A montagem com martelo (prática ainda comum em oficinas pequenas) causa marcas de Brunel nas pistas, reduzindo a vida útil em 40-60%. O aquecimento por indução a 80-110°C é o método correto.
Dados de Campo Coletados em Operações Latino-Americanas
Compilamos dados de 87 instalações entre 2022 e 2025, abrangendo minas de ferro, cobre, ouro e bauxita. Os resultados por tipo de operação são reveladores:
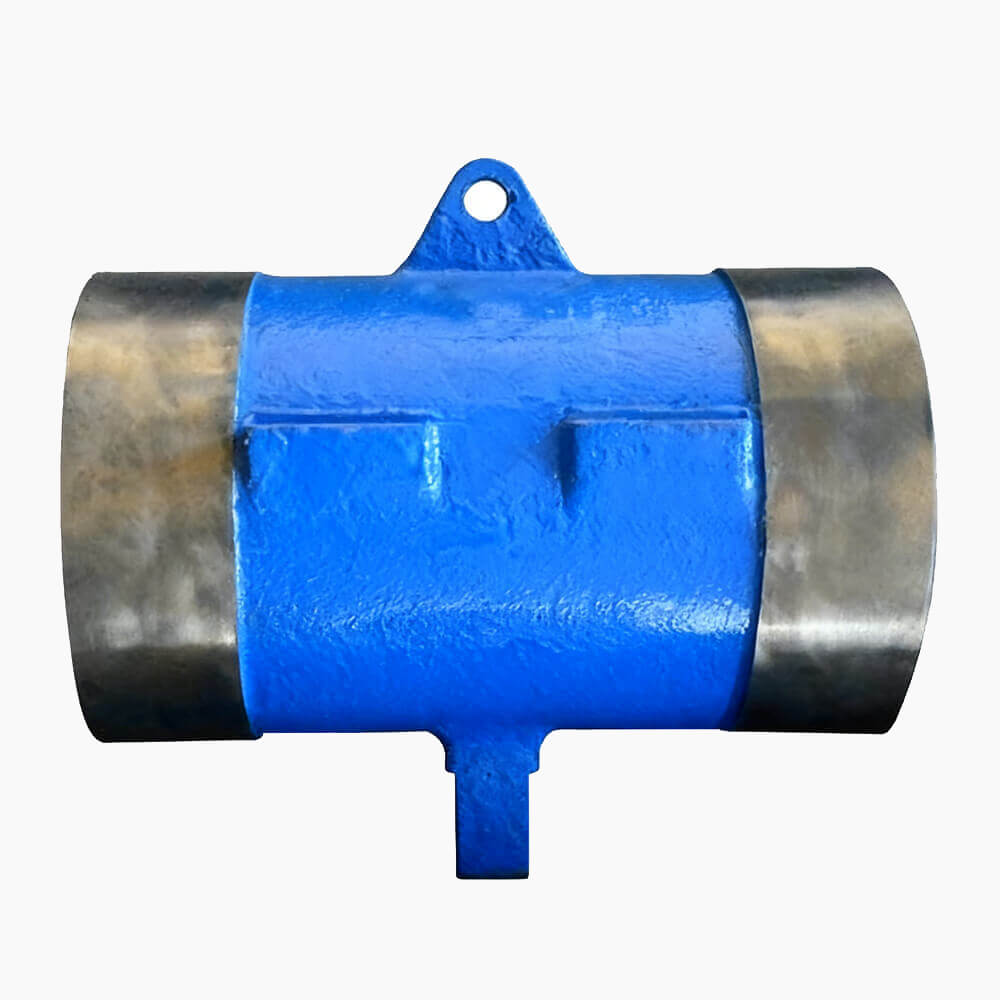
Bearing Housing 8/6P AH — O conjunto de mancais das bombas Warman 8/6P AH é o mais comum em operações de médio porte na América Latina. Em nosso estudo, 38% destas bombas operam em aplicações de minério de ferro com concentrações de 55-68%, ambiente onde a vida útil observada dos rolamentos diverge significativamente da especificada.
A monitorização deste componente é o ponto focal de qualquer programa de manutenção preditiva — é aqui que 80% das falhas catastróficas começam a se manifestar.
| Tipo de Mina | Modelo de Bomba Típico | Vida Útil Especificada | Vida Útil Observada | Redução |
|---|---|---|---|---|
| Ferro (Quadrilátero Ferrífero) | Warman 6/4 D-AH | 25.000 h | 12.500 h | -50% |
| Ferro (Carajás) | Warman 8/6 E-AH | 28.000 h | 16.200 h | -42% |
| Cobre (norte do Chile) | KSB LCC 150-50 | 26.000 h | 14.800 h | -43% |
| Cobre (Peru) | Metso HM 250 | 30.000 h | 17.600 h | -41% |
| Ouro (Minas Gerais) | Warman 4/3 C-AH | 20.000 h | 13.800 h | -31% |
| Bauxita (Pará) | Warman 10/8 F-AH | 30.000 h | 18.500 h | -38% |
A redução média observada é de 40,8% — quase metade da vida útil especificada. Esta é a realidade operacional em toda a América Latina, e confirma que confiar cegamente nos catálogos dos fabricantes resulta em falhas não planejadas e custos enormes de manutenção corretiva.
Tabela Comparativa de Ciclos por Modelo de Bomba
A tabela abaixo apresenta valores recomendados de ciclo de substituição para os modelos mais comuns em mineração latino-americana, baseados nos dados de campo coletados e em recomendações de fabricantes de rolamentos (SKF, FAG, Timken):
| Modelo Bomba | Rolamento Padrão | Ciclo Recomendado (horas) | Condição Típica |
|---|---|---|---|
| Warman 1.5/1 B-AH | 6306 / 6305 | 10.000-14.000 | Lodo, baixa pressão |
| Warman 2/1.5 B-AH | 6307 / 6306 | 11.000-15.000 | Lodo, média pressão |
| Warman 3/2 C-AH | 6309 / 6308 | 12.000-16.000 | Areia, média pressão |
| Warman 4/3 D-AH | 6311 / 6310 | 13.000-18.000 | Minério fino, média-alta pressão |
| Warman 6/4 D-AH | 6314 / 6313 | 14.000-20.000 | Minério médio, alta pressão |
| Warman 8/6 E-AH | 6316 / 6315 | 15.000-22.000 | Minério médio-grosso, alta pressão |
| Warman 10/8 F-AH | 6319 / 6318 | 18.000-25.000 | Minério grosso, alta pressão |
| Warman 12/10 ST-AH | 6322 / 6321 | 20.000-28.000 | Minério muito grosso, alta pressão |
Estes valores são referências para operações com monitoramento preditivo ativo. Em operações sem monitoramento, recomenda-se usar o limite inferior do intervalo. Para bombas de reposição Warman compatíveis com modelos da nossa linha de peças sobressalentes para bombas de polpa, os mesmos intervalos se aplicam.
Monitoramento Baseado em Condição
A melhor estratégia para determinar o momento ótimo de substituição de rolamentos é implementar um programa de monitoramento contínuo. Os três pilares deste programa são:
1. Análise de vibração
Utilizar um analisador de vibração (portátil ou instalado permanentemente) com leituras a cada 2-4 semanas. Os limites ISO 10816-3 para bombas de 15-75 kW são:
- Zona verde (bom): RMS < 4,5 mm/s
- Zona amarela (alerta): RMS entre 4,5-7,1 mm/s — planejar inspeção
- Zona laranja (insatisfatório): RMS entre 7,1-11,2 mm/s — agendar substituição
- Zona vermelha (inaceitável): RMS > 11,2 mm/s — parada imediata
Adicionalmente, monitorar picos em frequências características de falha de pista (BPFI), pista externa (BPFO), gaiola (FTF) e elementos rolantes (BSF). Aumento de 6 dB nestas frequências é um sinal claro de fadiga incipiente.
2. Termografia infravermelha
Medições semanais com câmera térmica portátil na carcaça do alojamento. Temperatura acima de 75°C em operação estável ou diferencial superior a 15°C entre alojamentos dos dois lados indicam problemas.
3. Análise periódica de graxa
A cada 3-4 meses, coletar amostra de graxa e enviar para laboratório. Parâmetros críticos:
- Contagem de partículas (ISO 4406)
- Presença de metais de desgaste (Fe, Cr, Cu) via espectrometria
- Teor de água (Karl Fischer)
- Consistência residual (penetração trabalhada)
Um programa integrado destes três pilares permite identificar o ponto ótimo de substituição com 200-400 horas de antecedência, maximizando a vida útil sem comprometer a segurança.
Estratégias Comprovadas para Estender a Vida Útil
Em operações otimizadas que implementaram todas as práticas abaixo, conseguimos estender o ciclo de substituição em 40-60% acima da média observada:
- Aquecimento por indução na montagem: Aquecer o rolamento a 80-110°C em vez de usar martelo. Marca de Brunel nas pistas é a principal causa de falha prematura em oficinas pequenas.
- Alinhamento laser do eixo: Desalinhamento superior a 0,05 mm reduz a vida útil em 20%. O alinhamento a laser é a única forma precisa de garantir tolerâncias.
- Rebalanceamento do impulsor após reparo: Cada soldagem na pá muda a distribuição de massa. Após reparo do impulsor, sempre rebalancear para G6.3 ou melhor.
- Graxas de complexo de lítio com aditivos EP: Superior às graxas de lítio padrão em ambientes de alta temperatura e carga de impacto.
- Sistemas de relubrificação automática: Eliminam erro humano e garantem intervalos consistentes. Custo típico: USD 1.800-3.500 por bomba, ROI em 4-8 meses.
- Monitoramento contínuo de vibração: A identificação precoce de degradação permite substituir o rolamento no momento ótimo, não antes (poupando a peça) nem depois (causando falha secundária).
- Limpeza dos pontos de relubrificação: Antes de cada relubrificação, limpar o ponto para evitar injeção de contaminantes.
Estas práticas são particularmente eficazes em operações que adotam peças sobressalentes compatíveis Warman de fabricantes que seguem tolerâncias OEM, permitindo ajustes finos no trem de acionamento.
Overhaul Completo do Trem de Acionamento
Uma prática recomendada por todos os fabricantes de rolamentos é substituir o conjunto completo do trem de acionamento quando os rolamentos atingem o limite: rolamentos, retentores, O-rings, espaçadores, buchas, eixos intermediários (quando aplicáveis) e graxa. Esta abordagem, conhecida como "overhaul do trem de acionamento", traz três benefícios:
- Eliminação do "componente fraco": Se você substitui apenas o rolamento mas mantém um retentor envelhecido, a contaminação chegará ao rolamento novo em poucas semanas.
- Restauração do baseline de condição: Todo o sistema volta ao estado de "como novo", com vida útil completa disponível para todos os componentes.
- Economia de mão de obra: A janela de manutenção é o recurso caro — abrir a bomba duas vezes em 6 meses custa mais do que substituir todos os componentes de uma vez.
O intervalo típico entre overhauls completos é de 12.000-18.000 horas para bombas médias (4/3 a 8/6) e de 18.000-25.000 horas para bombas grandes (10/8 e maiores). Em operações intensivas no setor de ferro de Carajás, recomendamos o limite inferior do intervalo.
Contexto Regional: Minas Brasileiras e Sul-Americanas
As condições locais afetam significativamente o ciclo de substituição. Os três cenários mais comuns na América Latina:
Mineração de ferro no Quadrilátero Ferrífero (MG)
Operações da Vale, CSN e Anglo American em Minas Gerais operam com minério de ferro itabirítico com concentrações de 60-68%. A combinação de alta temperatura ambiente (out-mar 32-38°C) e partículas abrasivas de sílica gera a maior redução de vida útil observada em nosso estudo (-50% em média). Recomenda-se monitoramento semanal e overhaul aos 12.000 horas.
Mineração de cobre no norte do Chile
Operações em Calama, Chuquicamata e Escondida operam com minério sulfetado em altitudes de 2.800-4.000 m. A baixa pressão atmosférica reduz a dissipação térmica dos rolamentos em 10-15%. Recomenda-se graxas de alta estabilidade térmica e monitoramento por vibração a cada 2 semanas.
Mineração de ouro artesanal em Guiana e Suriname
Operações menores usam bombas 3/2 e 4/3 com manutenção menos rigorosa. Nestes casos, a substituição deve seguir o limite inferior do intervalo recomendado, e o guia de mineração de ouro traz recomendações específicas para esta realidade.
Conclusão
O ciclo de substituição de rolamentos em bombas de polpa mineradoras é tipicamente 30-50% menor do que o especificado pelos fabricantes. Confiar cegamente nos catálogos resulta em falhas catastróficas evitáveis. A solução é implementar um programa de monitoramento baseado em condição — vibração, termografia e análise de graxa — que determine o momento ótimo de cada substituição, complementado por práticas disciplinadas de montagem, alinhamento e lubrificação.
Na Coolair Group, fornecemos peças sobressalentes compatíveis com Warman, KSB e Metso com tolerâncias OEM, e oferecemos suporte técnico para ajudá-lo a estabelecer programas de monitoramento que maximizem a vida útil dos seus componentes. Nossos kits completos de rolamentos e retentores são projetados para overhaul completo, com todos os componentes necessários em uma única embalagem.
Produtos relacionados:
- Conjuntos de rolamentos para bombas de polpa Warman AH
- Retentores de labirinto e selos para bombas mineradoras
- Peças sobressalentes compatíveis Warman AH
- Peças compatíveis KSB GIW e Metso
- Aplicações na mineração de ouro e cobre
Precisa otimizar o ciclo de substituição dos seus rolamentos?
Nossa equipe de engenheiros pode analisar os dados operacionais da sua operação e recomendar um programa de manutenção preditiva personalizado. Consultas gratuitas para clientes com mais de 8 bombas instaladas.
Solicitar Consultoria →